Внутримышечный укол на дому — цены в Москве, сделать внутримышечную инъекцию на дому в центре «СМ-Клиника»
Цены
Вызов на дом
Записаться онлайн
Заказать звонок
«СМ-Клиника» предоставляет услугу постановки внутримышечных инъекций на дому. К вам приедет опытная медсестра, которая обеспечит введение инъекций любых необходимых вам препаратов. Обратите внимание! Постановка инъекций осуществляется только по назначению лечащего врача.
Цена внутримышечных уколов на дому указана на сайте. Также вы можете уточнить ее у операторов нашего Контакт-центра. Точная стоимость будет озвучена заранее, что позволит вам спланировать расходы.
Особенности внутримышечных инъекций на дому
Инъекционное введение современных препаратов является зачастую более эффективным, чем их прием в таблетированной и иной форме.
Это обусловлено тем, что уколы отличаются:
- Высокой точностью дозирования.

- Исключением влияния на лекарственные препараты пищеварительной системы и ее ферментов.
- Отсутствием негативного воздействия на функциональность печени.
- Высокой скоростью воздействия препаратов.

Сделать внутримышечный укол дома можно даже в том случае, если пациент сильно ослаблен или находится в бессознательном состоянии.
Кому актуально проведение инъекций на дому?
Обычно услуга актуальна, когда:
- Уколы нужно ставить часто и пациент не может регулярно посещать клинику (при серьезных заболеваниях, например).
- Используются препараты, требующие соблюдения особой технологии введения.
- Пациент является человеком с ограниченными возможностями и ему неудобно каждый раз ездить в стационар.
Уколы в домашних условиях попросту более комфортны, чем те, которые ставятся в условиях стационара или поликлиники. Конечно, при наличии определенных навыков и знаний, можно сделать укол внутримышечный дома и самостоятельно, но мы рекомендуем обратиться к специалисту.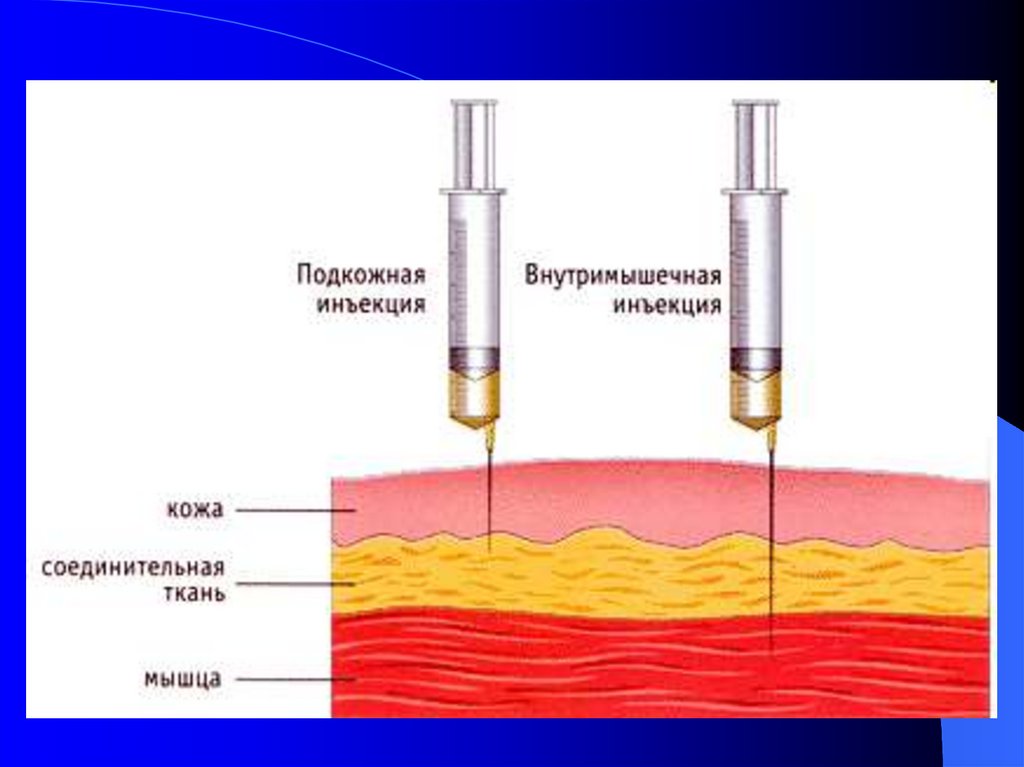
Полезная информация
Чтобы воспользоваться услугой, достаточно позвонить оператору Контакт-центра и задать ему все возникшие вопросы. Специалисты расскажут об особенностях инъекций и направят к вам медсестру. Она приедет в заранее согласованные сроки.
Стоимость внутримышечных уколов на дому зависит от ряда факторов. В их числе:
- особенности вводимых препаратов и их количество;
- необходимый курс уколов;
- время постановки инъекций и др.
Цены на внутримышечные уколы на дому
Выезд медсестры (в пределах МКАД) | от 2 000 руб |
Внутривенное вливание струйное (без учета стоимости лекарственных средств) |
 org/Offer»>
org/Offer»>* Администрация клиники принимает все меры по своевременному обновлению размещенного на сайте прайс-листа, однако во избежание возможных недоразумений, советуем уточнять стоимость услуг в регистратуре или в контакт-центре по телефону +7 (495) 292-39-72. Размещенный прайс не является офертой. Медицинские услуги оказываются на основании договора.
Вызов на дом
поля, отмеченные*, необходимы к заполнению
Имя
Телефон *
Нажимая на кнопку, вы даете согласие на обработку своих персональных данных
Запись через сайт является предварительной. Наш сотрудник свяжется с Вами для подтверждения записи к специалисту.
Мы гарантируем неразглашение персональных данных и отсутствие рекламных рассылок по указанному вами телефону. Ваши данные необходимы для обеспечения обратной связи и организации записи к специалисту клиники.
Лицензии
Перейти в раздел лицензииПерейти в раздел правовая информация
Как сделать кошке укол в домашних условиях – «ЗооАптека»
Как и другие домашние животные, кошки могут болеть и нуждаться в помощи.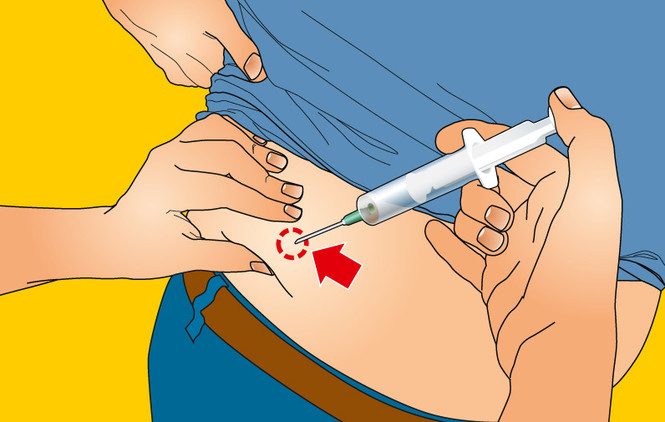 Лечение часто включает инъекции различных препаратов. Ниже мы подробно рассмотрим технику их выполнения и вероятные осложнения.
Лечение часто включает инъекции различных препаратов. Ниже мы подробно рассмотрим технику их выполнения и вероятные осложнения.
Как правильно выбрать шприц
Для уколов кошкам используют одноразовые стерильные шприцы. Их объем зависит от количества вводимого лекарства. Внутримышечные инъекции обычно делают одно- или двух граммовыми шприцами; объемные подкожные инфузии — 10 граммовыми.
Для инъекций не более 1 мл можно использовать инсулиновые шприцы. Они значительно облегчат задачу тем, у кого нет опыта выполнения подобных манипуляций. Инсулиновые шприцы оснащаются короткой иглой, поэтому можно не беспокоиться о глубине введения.
Подготовка к уколам
Для проведения манипуляций удобно использовать невысокий стол. Перед фиксацией питомца нужно заранее набрать лекарство в шприц. Делать это следует не торопясь, с соблюдением таких правил:
1. Внимательно читать название лекарства на ампулах. Часто они выглядят одинаково, поэтому есть опасность перепутать препараты.
2. Не набирать в один шприц несколько лекарственных средств, если только это не рекомендовано лечащим врачом.
3. Набрав препарат в шприц, убедиться, что в нем нет пузырьков воздуха.
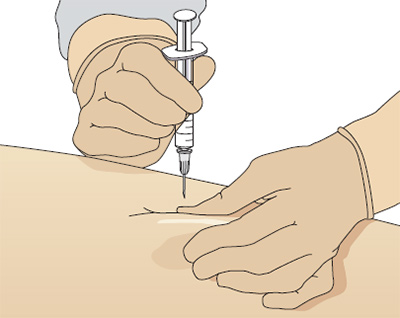
Как делать внутримышечные инъекции
Инъекции такого типа выполняются в глубину мышечного слоя, чаще всего, в области бедра. В большинстве случаев сделать укол домашней кошке можно без больших сложностей. Питомца следует уложить на бок на ровной поверхности, головой под свою левую руку. Агрессивных и нервных кошек рекомендуется фиксировать с помощью полотенца, плотного покрывала и т. д. Животное плотно обматывают, оставляя снаружи только голову и заднюю часть. Если есть возможность, выполняйте процедуру с помощником, чтобы хорошо зафиксировать пациента. Во время введения препарата под бедро питомца подкладывают руку для дополнительной стабилизации места укола.
Для инъекции выбирают самую крупную бедренную мышцу, расположенную в районе коленного сустава. Если вы еще не делали уколов кошке, прощупайте место введения, чтобы по неопытности не попасть в сустав.
Игла должна входить в мышцу под острым углом на глубину не более одного сантиметра. Важно вводить препарат медленно. Затем иглу полностью извлекают, только после этого кошку можно отпускать.
Вас могут заинтересовать следующие товары:
| PRO PLAN ADULT / для кошек с курицей | Royal Canin / GASTRO INTESTINAL GI 32 /для кошек при нарушении пищеварения | Royal Canin / HAIR & SKIN для кожи и шерсти кошек |
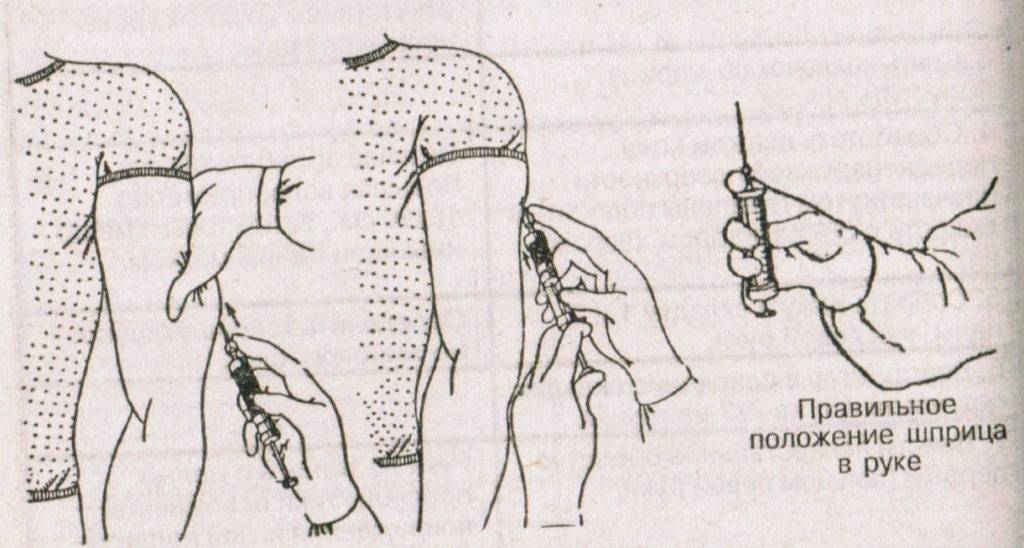
Как делать укол в плечо
Внутримышечные инъекции также можно делать в область плеча. Выполняются они по такому же принципу, что и уколы в бедренную область. Чтобы не ошибиться при определении области плечевой мышцы, нужно аккуратно прощупать область лопатки.
Как делать подкожные инъекции
Также лекарственные препараты можно вводить питомцу посредством подкожных инъекций в область холки или паха. Чаще уколы делают в холку, так как в этом месте кожа менее чувствительна, и делать инъекцию удобнее.
Перед тем, как колоть, сначала следует оценить толщину кожи в выбранном месте. Для этого делают складку и зажимают ее между большим и указательным пальцем. При введении иглу нужно располагать непосредственно под кожей.
Какие осложнения могут возникать после инъекций
Чаще всего осложнения после укола проявляются болезненными ощущениями в месте введения. После инъекции в бедренную область животное может хромать. Если лекарство вводилось подкожно, то питомец может реагировать на прикосновения к спине. Как правило, эти симптомы исчезают через несколько дней.
Немного крови в месте введения – также не повод для тревоги, ведь во время инъекции травмируются мелкие кровеносные сосуды. Никакие специальные меры в этом случае не нужны.
Любой хозяин при необходимости может сделать своей кошке укол в домашних условиях. Важно не бояться, и действовать спокойно, чтобы животному передалась уверенность человека. Если хозяин будет нервничать, кошка почувствует его эмоции и начнет активно сопротивляться, что значительно усложнит процесс.
Как приготовить жидкое лекарство для инъекций
Иногда вам нужно приготовить жидкое лекарство из порошка, чтобы сделать ребенку инъекцию (укол). Важно, чтобы лекарство было стерильным (без микробов) и смешивалось с порошком в правильном количестве жидкости. Всегда следуйте инструкциям вашей группы по уходу.
Необходимые расходные материалы:
- Флакон (флакон) с лекарственным порошком
- Флакон с жидкостью, обычно со стерильной водой или физиологическим раствором. Ваша медсестра или фармацевт скажут вам, что использовать.
- 1 пустой шприц. Медсестра или фармацевт скажет вам, какой размер.
- 1 тупая игла для жидкости
- Салфетки для приготовления спирта
- Контейнер для острых предметов
Уборка рабочего места и сбор материалов
- Вымойте руки водой с мылом в течение 20 секунд и вытрите их бумажным полотенцем или чистым тканевым полотенцем. Или используйте дезинфицирующее средство для рук на спиртовой основе.
- Используйте спиртовую подготовительную салфетку или дезинфицирующую салфетку, чтобы очистить плоскую поверхность, достаточно большую для необходимых вам предметов.
- Выбросьте спиртовую салфетку.
- Соберите свои припасы:
- Флакон с лекарственным порошком
- Флакон с жидкостью
- 1 пустой шприц
- 1 тупая игла
- Контейнер для острых предметов
 Или используйте дезинфицирующее средство для рук на спиртовой основе.
Или используйте дезинфицирующее средство для рук на спиртовой основе.Примечание: если вы собираетесь сделать прививку прямо сейчас, убедитесь, что у вас есть необходимые дополнительные материалы.
Подготовьте расходные материалы
- Проверьте этикетку с лекарством и этикетку с рецептом. Убедитесь, что они совпадают и что вся информация верна.
- Снимите пластиковые крышки с флаконов с порошком и жидкостью. Используя большой палец, переверните вершины вверх и вниз. Вы увидите резиновые заглушки — не трогайте заглушки.
- Очистите обе пробки спиртовой салфеткой в течение 7 секунд. Дайте им высохнуть на воздухе. Не дуйте на них воздухом и не обмахивайте их вентилятором. Отложите флаконы в сторону, пока вы готовите другие предметы.
- Откройте упаковки со всеми тремя иглами и шприцами. Оставьте их в упаковке до тех пор, пока вы не будете готовы их использовать.
- Достаньте из упаковки большой шприц и наденьте на него тупую красную иглу. Осторожно снимите колпачок с иглы.
Наполните шприц жидкостью (стерильная вода или физиологический раствор)
- Убедитесь, что вы знаете, сколько жидкости (в мл) вам нужно добавить к порошку.
- Держите большой шприц одной рукой. Потяните поршень шприца назад, чтобы наполнить его воздухом. Количество воздуха, набранного в шприц, должно быть таким же, как и необходимое количество жидкости.
- Поставьте флакон с жидкостью на ровную поверхность. Вставьте иглу прямо через резиновую пробку.
- Надавите на поршень шприца и нагнетайте воздух во флакон. Держите большой палец на поршне, чтобы воздух не попал обратно в шприц. Это облегчает набор жидкости в шприц.
- Держите флакон с жидкостью. Удерживая иглу во флаконе, перевернуть флакон вверх дном.
- Наберите жидкость из флакона, оттягивая поршень шприца до тех пор, пока не будет получено необходимое количество жидкости. Жидкость будет поступать в шприц. Держите кончик иглы внутри флакона ниже уровня жидкости. Возможно, вам придется опустить шприц, чтобы игла оставалась в жидкости.
- Когда в шприце окажется нужное количество жидкости, полностью вытащите иглу из флакона.
- Если игла касается чего-либо, кроме очищенной пробки, выбросьте иглу и начните сначала.
 Держите большой палец на поршне, чтобы воздух не попал обратно в шприц. Это облегчает набор жидкости в шприц.
Держите большой палец на поршне, чтобы воздух не попал обратно в шприц. Это облегчает набор жидкости в шприц.Отбор стерильной воды для добавления к лекарствам.
Добавьте жидкость к порошкообразному лекарству
- Поставьте флакон с порошком на ровную поверхность.
- Вставьте иглу шприца через резиновую пробку флакона с порошком.
- Влейте жидкость в порошкообразное лекарство. Если вы наливаете жидкость более чем в 1 флакон, сделайте то же самое со вторым флаконом.
- Выньте иглу из флакона с лекарством в порошке.
- Выбросьте иглу из контейнера для острых предметов.
 Если вы наливаете жидкость более чем в 1 флакон, сделайте то же самое со вторым флаконом.
Если вы наливаете жидкость более чем в 1 флакон, сделайте то же самое со вторым флаконом.Смешайте лекарство
- Аккуратно покатайте флакон между ладонями, чтобы хорошо перемешать лекарство. Катайте, пока все лекарство не растворится. Не встряхивайте флакон. Это может повредить лекарство.
- Протрите резиновую пробку спиртовой салфеткой в течение 7 секунд. Дайте пробке высохнуть на воздухе. Не дуйте на него воздухом.
- Напишите дату и время смешивания лекарства на этикетке флакона. Лекарство можно использовать только в течение ограниченного периода времени после его смешивания. Важно записать, когда он был замешан.
- Если вы даете лекарство сразу же, следуйте инструкциям вашей медицинской бригады о том, как отозвать лекарство и сделать прививку.
- Если вы не даете лекарство сразу, храните его в соответствии с инструкциями.
Информация по:
Как вывести лекарство из флакона
В/м инъекции
Напоминания
- Смешайте жидкость (стерильная вода или физиологический раствор) с лекарственным порошком в соответствии с указаниями лечащего врача.
- Убедитесь, что вы знаете, сколько жидкости добавить во флакон с порошком.
- Позаботьтесь о предотвращении микробов и соблюдайте меры безопасности для игл.
—
Пересмотрено: сентябрь 2022 г.
Руководство для начинающих по литью под давлением
Спинка
Материалы
Материалы по услугам
Инъекция MoldingCnc Machining3d Pranticsheest Metal
Материалы от типа
Plasticsmetalselastomers
Связанные ссылки
Special Specialive Specialable Specialable Machinable Machinable Machilors
.
нарезание резьбы, выбор подходящего материала для ваших деталей и многое другое.Скачать
Ресурсы
Советы по дизайну
Наборы инструментов
Руководства и отчеты о тенденциях
Тематические исследования
Вспомогательные средства дизайна
Вебинары и выставкиБлог
Видео
Часто задаваемые вопросы
Педагоги и студенты
ГлоссарийОтрасли
Медицинский
Аэрокосмическая промышленность
Автомобильный
Бытовая электроника
Промышленное оборудованиеО нас
Кто мы
Почему Протолабс?
Фабрики х Сеть
Платформа цифровых котировок
Исследования и разработки
Награда за крутую идею
Устойчивое развитие и социальное воздействиеКарьера
Инвесторы
Места
Нажимать
Приобретение
ПартнерствоСвязаться с США
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
Соединенные ШтатыP: 877.479.3680
F: 763. 4799.2679.479.3680
F: 763.4799.2679.479.3680
F: 763.4799.26799.1313.901.1313.901.1313.901.1313.9011.13131.1313.901.1313.901.1313.901.1313.901.131.479.3680. Цифровые фабрики x
Партнерская сетьНаши цифровые фабрики производят мелкие детали за несколько дней, а наша цифровая сеть партнеров-производителей на основе концентраторов открывает передовые возможности и оптовые цены при больших количествах.
Узнать больше
 нарезание резьбы, выбор подходящего материала для ваших деталей и многое другое.
нарезание резьбы, выбор подходящего материала для ваших деталей и многое другое. 4799.2679.479.3680
4799.2679.479.3680 Получить предложениеВойти
Изучите основы процесса литья под давлением, в том числе: как он работает, принципы проектирования, материалы и системы качества
Перейти к разделу
→ Как работает литье под давлением?
→ Принципы проектирования
→ Материалы
→ Отделка поверхности
→ Передовые технологии
→ Контроль качества
Что такое литье под давлением?
Литье под давлением предназначено для производства больших объемов деталей. По сравнению с другими производственными технологиями, такими как обработка на станках с ЧПУ и 3D-печать, она требует предварительных капитальных вложений в инструменты. Но цена поштучной детали будет существенно меньше по сравнению с другими способами изготовления пластиковых деталей. Такая структура затрат делает его доступным решением для производственных циклов.
По сравнению с другими производственными технологиями, такими как обработка на станках с ЧПУ и 3D-печать, она требует предварительных капитальных вложений в инструменты. Но цена поштучной детали будет существенно меньше по сравнению с другими способами изготовления пластиковых деталей. Такая структура затрат делает его доступным решением для производственных циклов.
Чаще всего используется для изготовления пластиковых деталей в больших масштабах из-за малого количества отходов материала и низкой себестоимости детали. Это идеальный производственный процесс для таких отраслей, как медицинские устройства, потребительские товары и автомобилестроение.
Как работает литье под давлением?
Изготовление оснастки: После окончательной разработки конструкции для литья под давлением первым этапом производственного процесса является фрезерование оснастки, которая обычно изготавливается из стали или алюминия. В большинстве случаев металлический блок материала помещают на фрезерный станок с ЧПУ, который затем вырезает негатив из окончательной пластиковой детали. Затем к инструменту можно применить дополнительные обработки, такие как полировка или лазерное травление, для достижения определенной чистоты поверхности.
Затем к инструменту можно применить дополнительные обработки, такие как полировка или лазерное травление, для достижения определенной чистоты поверхности.
Производство деталей: Фактическое производство пластиковых деталей начинается с загрузки гранул смолы в бочку. Температура ствола повышается до тех пор, пока гранулы смолы не достигнут расплавленного состояния, а затем сжимаются. Затем расплавленный пластик впрыскивается в металлический инструмент через систему желобов, которые затем подаются в полость пресс-формы через заслонки. Затем деталь остывает, затвердевает и выталкивается из инструмента с помощью выталкивающих штифтов.
Типы литья под давлением
Термин литье под давлением охватывает несколько процессов, при которых жидкая смола впрыскивается в инструмент для формирования пластиковых деталей. Вот четыре распространенных типа:
Литье термопластов под давлением: Литье термопластов под давлением является наиболее распространенным типом литья.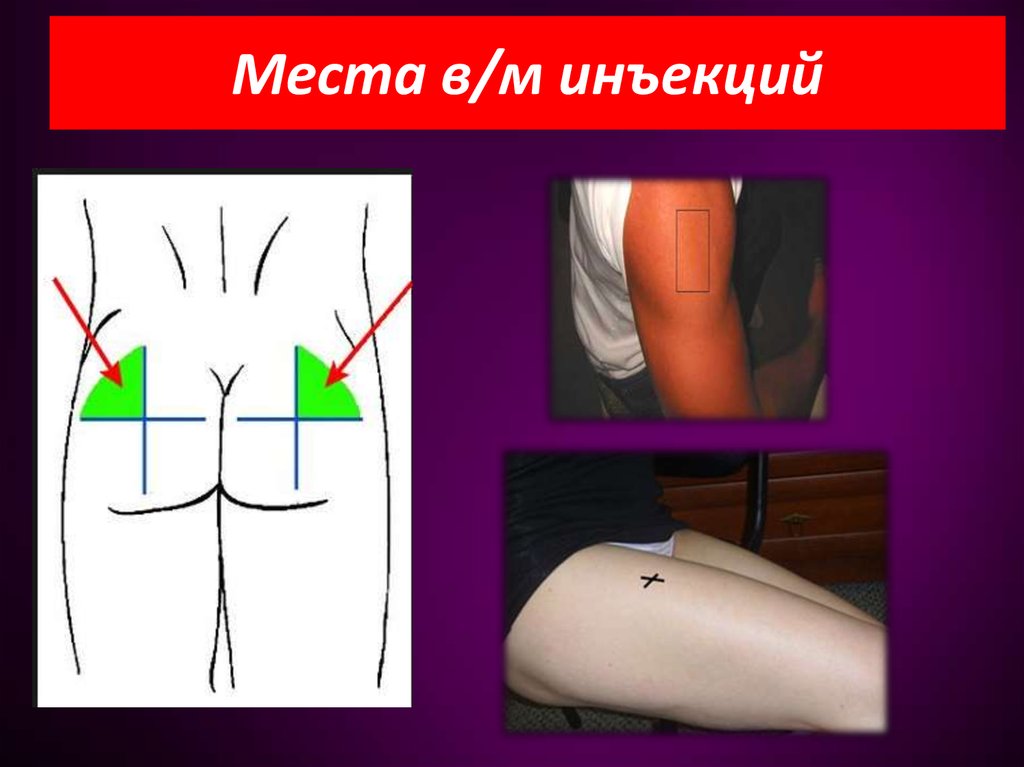 Он впрыскивает термопластичную смолу в форму, где материал охлаждается для формирования конечной детали.
Он впрыскивает термопластичную смолу в форму, где материал охлаждается для формирования конечной детали.
Литье из жидкого силиконового каучука: В жидком силиконовом каучуке используются термореактивные материалы, а пластмассовая деталь создается в результате химической реакции.
Многослойное формование: Многослойное формование — это процесс, используемый для изготовления пластиковых деталей из двух или более материалов. Вы часто найдете это на деталях, чтобы улучшить сцепление, добавив резину к рукоятке.
Литье с закладкой: Литье с закладкой — это процесс, который начинается с помещения вставного компонента в форму до поступления смолы. Затем материал впрыскивается и обтекает вставку, обычно металлическую, для формирования конечной детали. Это часто используется для деталей, которые требуют металлической резьбы.
Основные принципы проектирования для литья под давлением
Допуски
Благодаря нашему процессу литья под давлением мы можем поддерживать точность обработки около ±0,003 дюйма .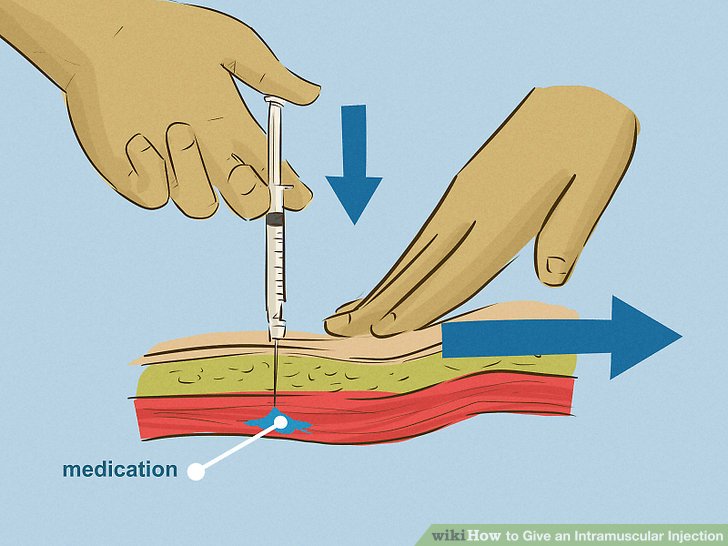 Допуск на усадку зависит главным образом от конструкции детали и выбора смолы. Она варьируется от 0,002 дюйма/дюйм. для стабильных полимеров, таких как ABS и поликарбонат, по 0,025 дюйма/дюйм. для нестабильных смол, таких как TPE.
Допуск на усадку зависит главным образом от конструкции детали и выбора смолы. Она варьируется от 0,002 дюйма/дюйм. для стабильных полимеров, таких как ABS и поликарбонат, по 0,025 дюйма/дюйм. для нестабильных смол, таких как TPE.
Толщина стенки
Толщина стенки важна, поскольку она может привести к таким дефектам, как впадина и коробление. Лучше всего поддерживать одинаковую толщину по всей детали, отлитой под давлением. Мы рекомендуем стены быть не менее чем от 40 до 60 процентов толщины смежной стенки , и все они должны соответствовать рекомендуемым диапазонам толщины для выбранного полимера.
Геометрия сердцевины
Вырежьте сердцевину деталей для устранения толстых стенок. Вы получаете ту же функциональность в хорошей формованной детали. Ненужная толщина может изменить размеры детали, снизить прочность и потребовать последующей обработки.
Вытягивание
Применение вытягивания к формованным деталям имеет решающее значение для обеспечения того, чтобы детали не деформировались в процессе охлаждения, и помогает легкому извлечению детали из формы. Применение От 1 до 2 градусов хорошо работает в большинстве сценариев . Если есть вертикальные грани, мы советуем включить 0,5 градуса осадки.
Применение От 1 до 2 градусов хорошо работает в большинстве сценариев . Если есть вертикальные грани, мы советуем включить 0,5 градуса осадки.
Наша онлайн-платформа котировок выделяет объекты, которые слишком толстые, выделяя их темно-синим цветом, как показано выше.
Наша платформа котировок идентифицирует функции подрезания, требующие боковых действий, с помощью сплошных стрелок и граней соответствующего цвета.
Боковые элементы
Часть пресс-формы, которая вдвигается на место при закрытии пресс-формы с помощью кулачковой направляющей. Как правило, побочные действия используются для устранения подрезки или иногда для обеспечения отсутствия уклона внешней стены. Когда форма открывается, боковое действие оттягивается от детали, позволяя вытолкнуть деталь. Также называется «камера».
Поднутрения
Часть детали, затеняющая другую часть детали, создавая сцепление между деталью и одной или обеими половинами пресс-формы. Примером может служить отверстие, перпендикулярное направлению открытия пресс-формы, просверленное в боковой части детали. Поднутрение предотвращает выталкивание детали или открытие пресс-формы, или и то, и другое.
Примером может служить отверстие, перпендикулярное направлению открытия пресс-формы, просверленное в боковой части детали. Поднутрение предотвращает выталкивание детали или открытие пресс-формы, или и то, и другое.
Бобышки
Приподнятая шпилька, которая используется для зацепления крепежных элементов или поддержки элементов других деталей, проходящих через них. Может возникнуть тенденция к проектированию толстых бобышек, что увеличит вероятность образования раковин и пустот в детали. Рассмотрите возможность усиления бобышек ребрами жесткости или косынками для дополнительной прочности
Ворота
Ворота — это отверстие в инструменте для литья под давлением, которое позволяет смоле входить и заполнять полость. Существует три распространенных типа ворот для литья под давлением.
- Шиберы с выступами являются наиболее распространенным типом литников, поскольку они хорошо работают с добавками и являются наиболее экономичным вариантом.
- Шибер Hot Tip лучше всего подходит для деталей, внешний вид которых является приоритетом. Эти литники также могут снизить износ оснастки и заусенцев.
- Штыревые, стоечные или туннельные ворота идеально подходят для косметических деталей, не требующих остатка. Иногда не вариант в зависимости от материала и геометрии.

Ребра
Ребро — это тонкий стенообразный элемент, параллельный направлению открытия пресс-формы. Он используется для придания прочности и поддержки таким элементам, как бобышки и стенки. Для предотвращения усадки ребра должны составлять не более 60% толщины стены .
Выталкивающие штифты
Выталкивающие штифты устанавливаются на стороне B пресс-формы и помогают высвободить пластиковую деталь из инструмента после того, как деталь достаточно остынет. Проектирование с достаточным уклоном может помочь уменьшить потребность в выталкивающих штифтах на детали.
Логотипы и текст
Шрифты без засечек легче всего врезаться в форму с текстом. Мы рекомендуем шрифт больше 20 pt. и не глубже, чем от 0,010 до 0,015 дюйма.
В 3D-рендеринге вашего производственного анализа вы также можете увидеть, где будут расположены выталкивающие штифты и затворы.
Design for Moldability Toolkit
Никто никогда не говорил, что проектирование и изготовление формованных деталей — это легко. Наша цель – помочь вам быстро и с качественными запчастями. Хорошей отправной точкой является наш набор инструментов Design for Moldability Toolkit.
Ознакомьтесь с набором инструментов
Смолы для литья под давлением
При выборе материала для вашей детали важными свойствами могут быть механическая, физическая, химическая стойкость, термостойкость, электрическая стойкость, воспламеняемость или устойчивость к ультрафиолетовому излучению. Производители смол, составители компаундов и независимые поисковые системы смол имеют данные в Интернете. Вот краткий обзор некоторых распространенных товарных и инженерных смол.
Вот краткий обзор некоторых распространенных товарных и инженерных смол.
Обычные инженерные смолы
АБС: АБС — отличный выбор для подавляющего большинства деталей. Он недорогой, прочный, относительно прочный, имеет приличный внешний вид и прощает ошибки, даже если вы не соблюдаете все стандартные правила проектирования пластиковых деталей.
Ацеталь: Прочный материал с хорошей смазывающей способностью
LCP: Очень прочный материал с хорошей текучестью, особенно для тонких деталей. Производит слабые трикотажные линии.
Нейлон: Доступная стоимость, прочность и износостойкость. Может подвергаться усадке и деформации, особенно стеклонаполненный нейлон.
Поликарбонат (ПК): Может выдерживать более высокие температуры и более долговечен, чем типичный АБС, но менее щадящий, когда речь идет о формуемости.
ПММА (акрил): Доступный вариант для прозрачных деталей, хотя он может быть хрупким.
Термопластический материал поставляется в виде гранул, которые нагреваются до расплавленного состояния для введения в инструмент.
Товарные смолы
Полипропилен (ПП): ПП — дешевый материал, который хорош, когда внешний вид и жесткость не являются приоритетом. Химически стойкий и подходит для живых конструкций петель.
Полиэтилен: Варианты высокой и низкой плотности. Прочный и химически стойкий.
Полистирол: Твердый термопласт, дешевый и прозрачный.
Ознакомьтесь с нашим руководством по материалам для литья под давлением, если вы хотите более подробно изучить выбор пластика.
Красители и добавки к смолам для литья под давлением
Стандартные цвета от поставщиков смол, как правило, черные и натуральные. Натуральный может быть белого, бежевого, янтарного или другого цвета. Полунестандартные цвета создаются при добавлении гранул красителя к натуральным смолам. Чтобы узнать о доступных цветах, посетите нашу страницу материалов. Дополнительная плата за цвета в нашем ассортименте не взимается. Они могут не совпадать точно и могут создавать полосы или завихрения в отдельных частях.
Чтобы узнать о доступных цветах, посетите нашу страницу материалов. Дополнительная плата за цвета в нашем ассортименте не взимается. Они могут не совпадать точно и могут создавать полосы или завихрения в отдельных частях.
Добавки к смоле
Короткие стекловолокна используются для укрепления композита и уменьшения ползучести, особенно при более высоких температурах. Они делают смолу более прочной, жесткой и хрупкой. Они могут вызвать деформацию из-за разницы в усадке при охлаждении между смолой и волокнами.
Углеродное волокно используется для усиления и/или придания жесткости композиту, а также для рассеивания статического электричества. У него те же ограничения, что и у стекловолокна. Углеродное волокно может сделать пластик очень жестким.
Минералы , такие как тальк и глина, часто используются в качестве наполнителей для снижения стоимости или повышения твердости готовых деталей. Поскольку при охлаждении они не дают такой усадки, как смолы, они могут уменьшить деформацию .
Поскольку при охлаждении они не дают такой усадки, как смолы, они могут уменьшить деформацию .
ПТФЭ (тефлон) и дисульфид молибдена используются для обеспечения самосмазывающихся деталей подшипников.
Длинные стеклянные волокна используются так же, как и короткие стеклянные волокна, для усиления и уменьшения ползучести, но делают смолу намного прочнее и жестче. Недостатком является то, что они могут быть особенно сложными для формования деталей с тонкими стенками и/или длинными потоками смолы.
Арамидные (кевларовые) волокна похожи на менее абразивные стеклянные волокна, только менее прочные.
Стеклянные шарики и чешуйки слюды используются для придания жесткости композиту и уменьшения коробления и усадки. При высокой нагрузке их введение может быть затруднено.
Волокна из нержавеющей стали используются для контроля EMI (электромагнитных помех) и RFI (радиочастотных помех), как правило, в корпусах электронных компонентов. Они обладают большей проводимостью, чем углеродное волокно.
Они обладают большей проводимостью, чем углеродное волокно.
УФ-ингибитор для наружного применения.
Статическая обработка позволяет смолам рассеивать статическое электричество.
Поверхностная обработка литых деталей
Поверхностная обработка является еще одним важным фактором при литье под давлением, поскольку детали, как правило, носят косметический характер и предназначены для конечного использования. Имейте в виду, что текстурированная поверхность потребует больше черновика, чем более полированная отделка. Это необходимо для обеспечения выхода детали из формы и для того, чтобы дробеструйная обработка могла быть правильно применена к инструменту.
Это наши варианты отделки поверхности термопластов и формованных изделий из силиконовой резины
| Термопласт | Жидкая силиконовая резина |
|
|
В дополнение к нашим стандартным вариантам отделки поверхности мы также предлагаем стандартные отделки Mold Tech для более сложных текстур. Их можно использовать для улучшения захвата ручки детали или скрытия косметических дефектов, таких как линии разъема. Текстуры Mold Tech можно использовать для достижения следующих эффектов:
Их можно использовать для улучшения захвата ручки детали или скрытия косметических дефектов, таких как линии разъема. Текстуры Mold Tech можно использовать для достижения следующих эффектов:
- отделка, полученная дробеструйной обработкой или полировкой поверхности формы
- текстура под дерево или кожу
- галечные поверхности
- матовая, глянцевая или матовая отделка и многие другие
Постобработка и передовые технологии литья
Ультразвуковая сварка: использует высокочастотную вибрацию для выработки тепла и введения вставки в деталь. В более сложных процессах литья его также можно использовать для сплавления деталей .
Маркировка детали: Существует два способа нанесения изображений, часто логотипов, на детали: тампопечать и лазерная гравировка.
Тампопечать позволяет добавлять цветную графику к формованным деталям в масштабе. Это можно использовать для добавления логотипов, графики и инструкций на детали. Мы предлагаем тампопечать на АБС, ПК и смолах АБС/ПК.
Мы предлагаем тампопечать на АБС, ПК и смолах АБС/ПК.
Лазерная гравировка использует лазер для выжигания 2D-изображения на детали или полости пресс-формы. Хотя цвет не подходит для лазерной гравировки, это более экономичный и быстрый способ маркировки пластиковых деталей по сравнению с тампопечатью.
Пикауты: Пикауты — это вставки, которые обрабатываются отдельно от оснастки и помещаются в форму перед впрыском материала. Они используются для получения подрезов на внутренних поверхностях. Пикауты выталкиваются вместе с пластиковой частью и помещаются обратно в пресс-форму. Использование пикаута преодолевает многие ограничения по форме и расположению, но обходится дороже, чем скользящие затворы или использование бокового действия.
Штифты со стальным сердечником: Стальной штифт достаточно прочен, чтобы выдерживать усилие выталкивания, а его поверхность достаточно гладкая, чтобы его можно было аккуратно высвободить из детали без сквозняка. На получившейся детали не должно быть никакого косметического эффекта; если есть, то он будет внутри дыры, где его не будет видно.
На получившейся детали не должно быть никакого косметического эффекта; если есть, то он будет внутри дыры, где его не будет видно.
Системы контроля качества литья под давлением
Поскольку компании используют литье под давлением для производства тысяч, а иногда и миллионов деталей, контроль качества имеет решающее значение.
Scientific Molding: Scientific Molding описывает стандартный процесс, используемый для разработки, оптимизации и документирования идеального процесса настройки для каждого проекта литья под давлением, чтобы один и тот же процесс и параметры выполнялись для каждого отдельного цикла. Это обеспечивает согласованность деталей для каждой партии деталей.
Проверка первого изделия (FAI): FAI — это метод, используемый для проверки соответствия деталей спецификации. Мы придерживаемся критического подхода к качеству литья под давлением FAI. Используя GD&T, клиенты могут назвать наиболее важные размеры своей детали.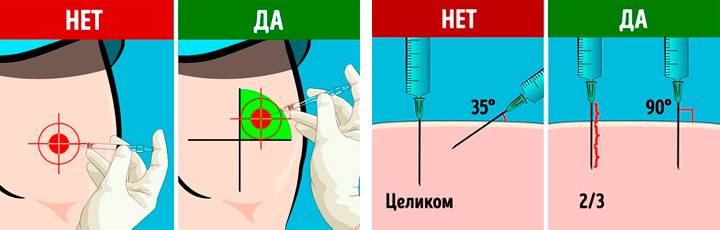
Процесс утверждения производственных деталей (PPAP): PPAP — это процесс проверки качества, обычно используемый в автомобильной промышленности. Этот метод используется для проверки того, что производственный процесс может надежно производить качественную деталь повторно. Проверка PPAP состоит из 18 компонентов, которые варьируются от утверждения клиентом до производства образцов деталей.
ISO 13485: ISO 13485 является стандартом для медицинской промышленности. Сюда входят проектная квалификация (DQ), эксплуатационная квалификация (OQ) и эксплуатационная квалификация (PQ).
Связанные ресурсы
Указания по углу наклона для литья под давлением
Заблаговременно и часто применяйте надлежащий уклон к деталям, изготовленным методом литья под давлением, чтобы сэкономить время и деньги производства
Ознакомьтесь с советом по дизайну
Выбор термопластичных материалов для литья под давлением
Из этого технического обзора термопластичных смол вы узнаете, как выбрать правильный материал для вашей конструкции литья под давлением.